著者:
Charles Brown
作成日:
6 2月 2021
更新日:
16 5月 2024

コンテンツ
TIG溶接(タングステン不活性ガス)は、タングステン電極を使用して金属を加熱しますが、アルゴンガスは溶接を不純物から保護します。この技術は、鋼、ステンレス鋼、クロムモリブデン鋼、アルミニウム、ニッケル、マグネシウム、銅、真鍮、青銅、金などの合金鋼など、ほとんどの金属にクリーンで高品質の溶接を生成します。 TIG溶接機をオンにして使用するには、以下の手順に従ってください。
手順
3の方法1:TIG溶接機のセットアップ
安全装置を着用してください。 溶接機を操作する前に、安全ゴーグル、難燃性の衣服、目の保護具付きの溶接マスクを必ず着用してください。
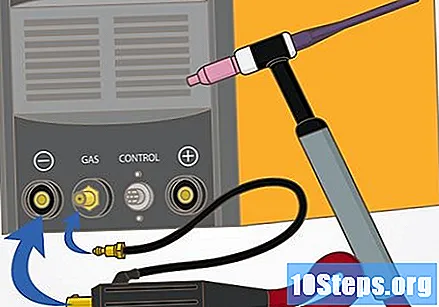
TIGトーチを接続します。 すべてのTIGトーチには、アルゴンをガイドするセラミックノズル、電極を保持する銅スリーブ、および冷却システムがあります。アクセサリパックのアダプタを使用して、トーチを溶接機の前面に接続します。
ペダルを機械に接続します。 ペダルは溶接温度を制御するために使用されます。
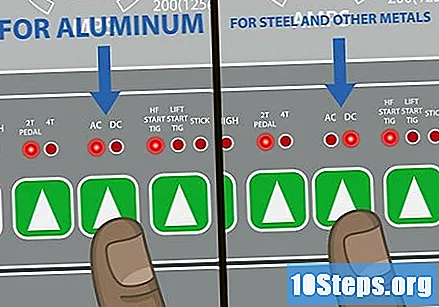
偏光を選択します。 これは、溶接する材料の種類によって異なります。アルミニウムを溶接する場合は、溶接機の分極を交流(AC)に設定します。ただし、他の材料を溶接する場合は、溶接機を直流負極(DCEN)に設定します。- 機械に周波数を変更するオプションがある場合、溶接する材料に応じていくつかの調整が必要になります。アルミニウムの場合、機械は溶接プロセス全体を通じて高い周波数を維持する必要があります。鋼の場合、周波数は溶接の始めにのみ高くなければなりません。
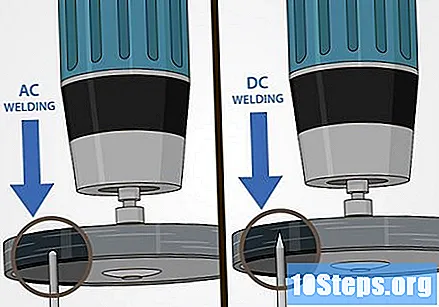
タングステンを研ぐ。 溶接される金属の厚さと電流は、タングステン棒の直径を決定する要素です。直接端に向かってではなく、タングステンの周囲に沿って半径方向に研ぎます。- グラインダーを使用して、タングステン電極を研ぎます。先端がエメリーの回転と同じ方向になるように電極を研ぎます。
- 交流で溶接するときは、タングステンを丸めておいてください。直流を使用する場合は、尖った先に置いてください。
- すみ肉溶接を行う場合は、電極を鋭利にして、先端を5〜6 mmに細くします。
ガスの流れを設定します。 はんだ付けには、純粋なアルゴンまたはヘリウムとアルゴンなどの混合物を使用します。プラスチックカバーを取り外します。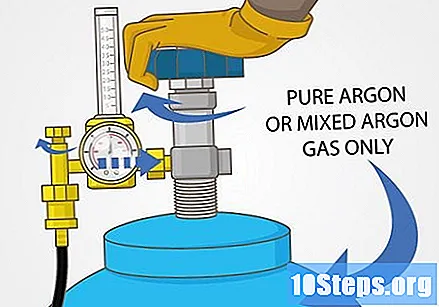
- ガスバルブを開閉して、パイプライン内の汚れを取り除きます。
- ガスレギュレーターを取り付け、レギュレーターをひねりながらナットをねじ込みます。レギュレーターがしっかりと取り付けられるまで、これを行います。
- レンチを使用してレギュレーターを締めます。レギュレーターバルブが完全に開いていることを確認してください。
- ガスホースと流量計を接続し、シリンダーバルブを開きます。バルブを開けるときは、ゆっくりと少しずつ開けてください。通常は1/4回転の開口部で十分です。
- パイプに沿った漏れを探します。漏れノイズを探すか、漏れ検出スプレーを使用してください。
- レギュレーターバルブを通るガス流量を調整します。ガスの流れはプロジェクトによって異なります。多くは、毎分4〜12リットルの流量を使用します。
アンペア数を構成します。 アンペア数により、溶接プロセス中に行う制御を調整できます。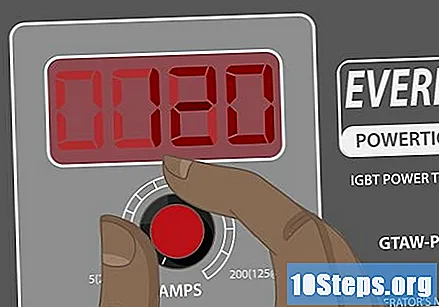
- 溶接する金属が厚いほど、アンペア数が大きくなります。
- ペダルを調整するほど、アンペア数が高くなります。
- ここにいくつかの従来の比率、材料の厚さx電流があります:1.6mm、30〜120アンペア。 2.4mm、80〜240アンペア。 3.2mm、200〜380アンペア。
3の方法2:金属を溶接する
溶接する金属をきれいにします。 表面の汚れを取り除く必要があります。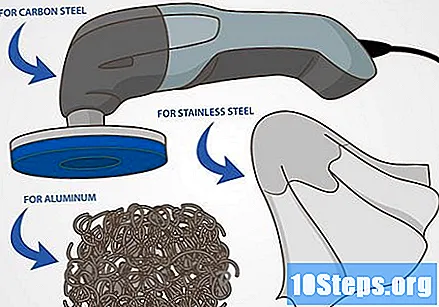
- 炭素鋼で作業している場合は、サンダーを使用して材料をきれいに保ちます。
- アルミニウムの場合は、ステンレス製のブラシを通過させることをお勧めします。
- ステンレス鋼の場合は、布の上にある溶剤で溶接部分をきれいにします。溶接を開始する前に、溶剤やその他の化学薬品を安全な場所に保管してください。
ソケットにタングステンを挿入します。 電極クランプの後部を緩め、タングステン電極を挿入し、後部を再度固定します。電極がクランプから少なくとも6 mm離れている可能性があります。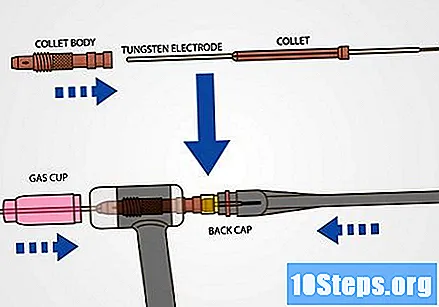
はんだ付けされるパーツを結合します。 Cブラケットまたは鉄の四角を使用してパーツを結合します。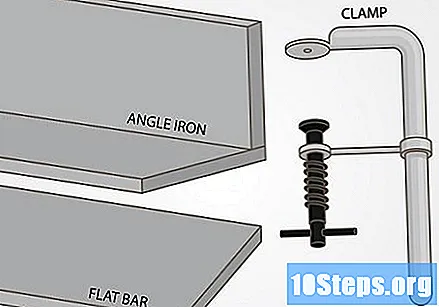
はんだドリップを使用してピースを結合します。 これにより、最終的な溶接を行う間、パーツをまとめておくことができます。溶接ドロップの間に数インチおきます。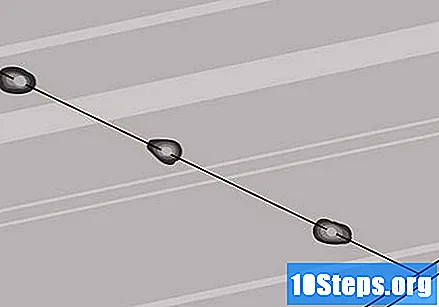
TIGトーチを握ります。 必ず75度の角度で、パーツから6 mmを少し超えて持ちます。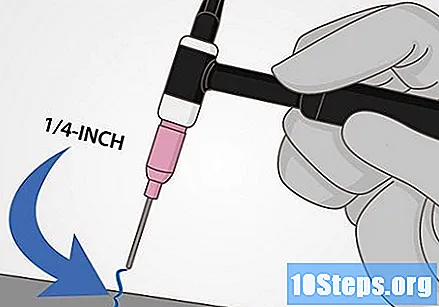
- タングステンが溶融池に触れないようにしてください。さもないと、材料が汚染されます。
ペダルを使って温度調節を練習してください。 溶融池の幅は6 mmにする必要があります。ウェルドラインが一定になるように、ウェルドプールを一定のサイズに保つことが重要です。
もう一方の手ではんだフィラーロッドを持ちます。 パーツに対して15度の角度で保持します。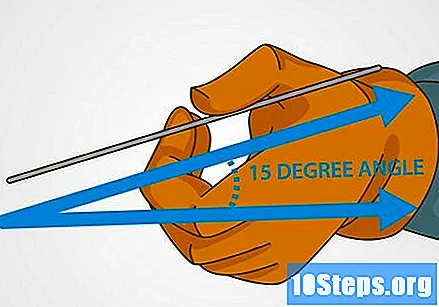
TIGトーチを使用して母材を加熱します。 電気アークの温度は、溶融金属の水たまりを作成します。溶接が行われるのはこの水たまりです。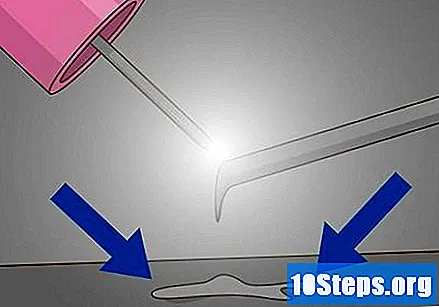
- 溶融池が2つの金属片を囲んでいるときは、凝集を防ぐためにフィラー材料を少しずつ追加します。
- フィルロッドは、溶接の補強層を作成します。
溶接アークを使用して、目的の方向に溶接プールを移動します。 溶接プールをトーチが指している場所に移動するMIG溶接とは異なり、TIG溶接では、水たまりをトーチの反対方向に押します。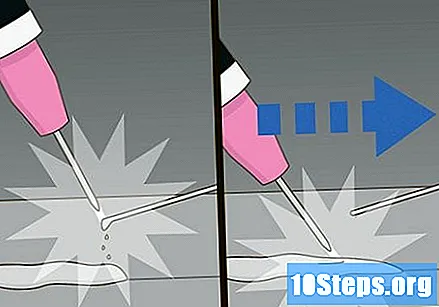
- 実行する動きを想像するために、ペンを使用して左利きの人を想像してください。右利きの人はペンを右に傾けて(MIG溶接のように)ドラッグして書きますが、左利きの人はペンを左に傾けますが、ペンを右にドラッグします。
- 必要な領域全体が溶接されるまで、溶融池を進めます。そこで、TIG溶接を行いました!
方法3/3:さまざまな種類の溶接の学習
すみ肉溶接を試します。 すみ肉溶接を行う場合は、tIG溶接規則を使用してください。このタイプの溶接は、2つの金属を所定の角度で接合することで構成されます。ピース間の角度は45〜90度である必要があります。溶接を実行するには、ピース間のコーナーの溶接パドルを作成します。すみ肉溶接は、側面から(または断面図から)見ると三角形のように見えるはずです。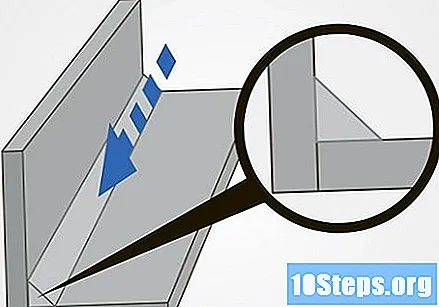
重ね合わせ溶接。 1つのピースを別のピースに重ねたままにし、ピースが出会う場所に溶接プールを作成します。 2つの金属部品が結合したら、水たまりに充填材を追加します。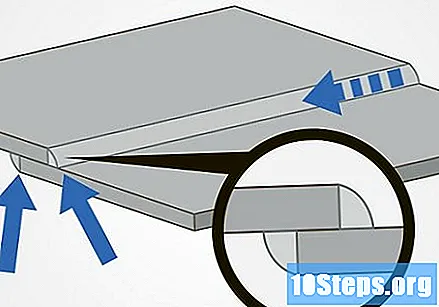
2つのピースでT溶接を行います。 トーチを溶接領域を直接加熱するポイントまで傾けます。セラミックコーンから電極を伸ばすときは、短いアークを維持してください。 2つのパーツが交わるポイントにフィルロッドを配置します。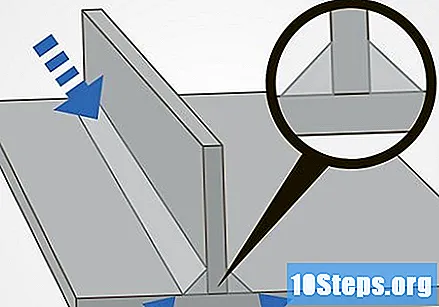
コーナー溶接。 2つのピースが出会ったところで溶接を開始します。 2つのピースの接合部に溶融池を維持します。コーナー溶接を実行するには、パーツが重ならないため、かなりの量のフィラー材料が必要です。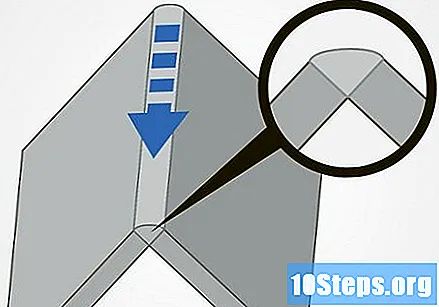
突合せ溶接を作成します。 2つの金属片の間の接合部に溶融池を作成します。パーツが重なっていないため、このタイプの溶接はより困難です。ピースの組み立てが終わったら、溶接機のチェーンを下げて、形成されるクレーターを埋めます。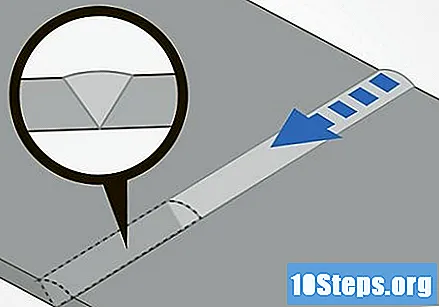
警告
- TIG溶接では、CO2と混合したアルゴンを使用しないでください。 CO2は、タングステン電極を破壊する活性ガスです。
- 溶接に適した暗い表示の溶接マスクを使用します。
- 溶接機を始動する前に、乾いた絶縁手袋を着用してください。
- 溶接マスクの下で、側面保護付きの保護メガネを着用します。
- 溶接機を操作するときは、強化された防炎服とブーツを着用してください。
チップ
- 溶接する金属がきれいであれば、溶接工程でスパークが発生しません。
- TIG溶接は、水平、垂直、さらにはヘッドの上のすべての位置で行うことができます。
- TIG溶接の秘密は、添加物と溶接される金属の両方から形成される溶接プールにあります。
- TIG溶接では、煙や蒸気は発生しません。溶接中に煙や蒸気が発生した場合は、溶接している金属をよりきれいにする必要があることを示しています。
- TIG溶接にはスラグはありません。したがって、溶融池の視界が妨げられることはありません。
- ガスタンクが端近くにある場合は、ガス混合物がタンクの端でそれほど純粋ではないため、アルゴンの流量を増やします。


